




3D打印线材
-
拉丝
原因1:材料吸收水分受潮之后受热产生气化,影响材料流动导致拉丝漏料。 解决方法... -

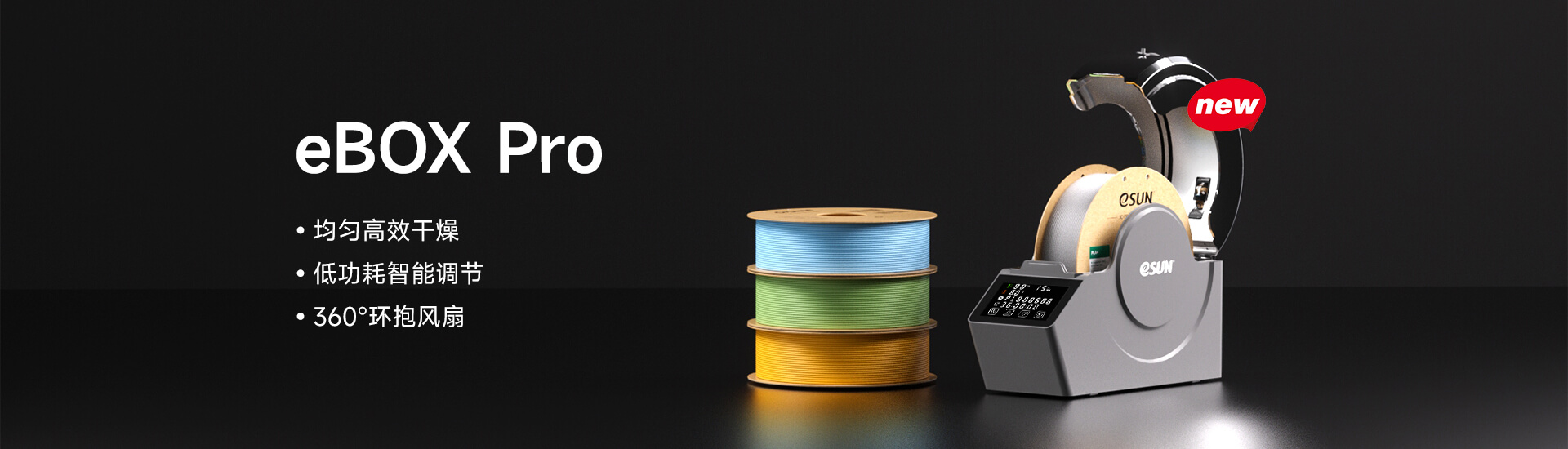
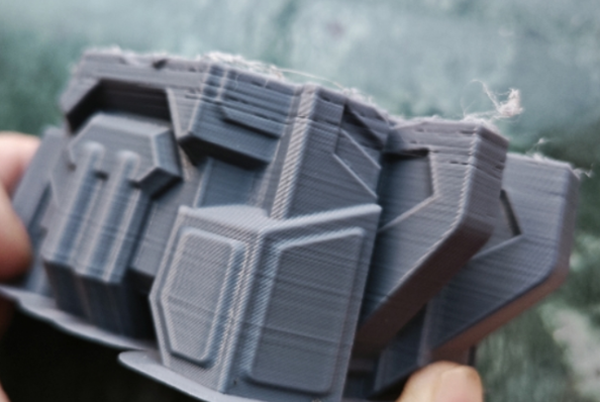
表面光泽度不一致
原因:打印速度较快时,打印模型光泽度会降低,当模型表面速度差异较大时表面光泽... -
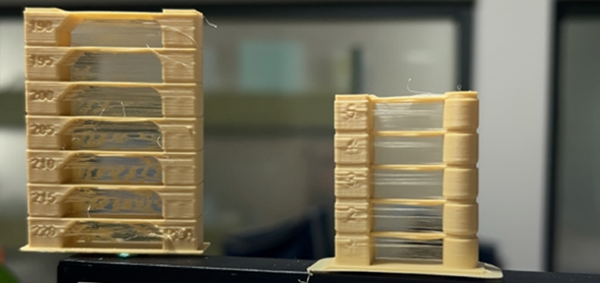
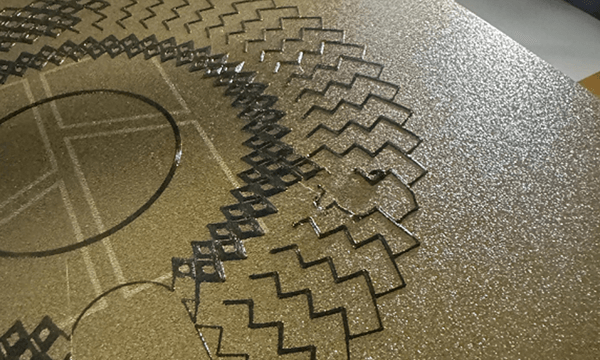
悬垂搭桥塌料
原因:当冷却不足时,材料挤出之后不能在很短时间冷却固化,导致挤出的线条下垂,... -

翘边问题
原因1:喷嘴和底板之间间隙太大,导致首层挤出的线条没有压平,无法黏附在底板上。... -
堵喷头
一、挤出机堵塞 原因1:打印机仓温过高,材料在挤出齿轮处软化挤压导致堵塞。 (PL... -
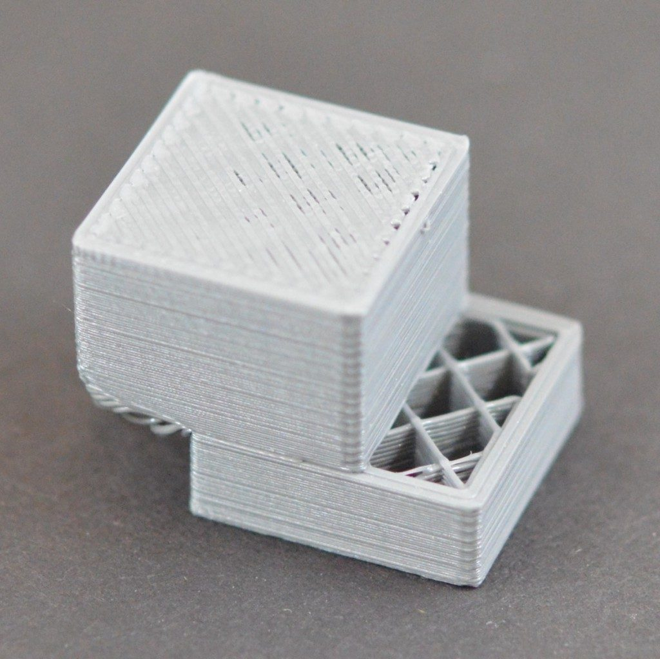
缺料断层
原因1:打印速度太快,挤出速度跟不上喷头移动速度,就会导致部分地方缺料。 解决... -
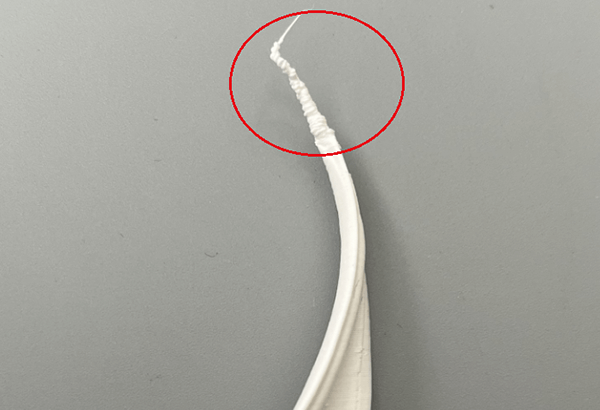
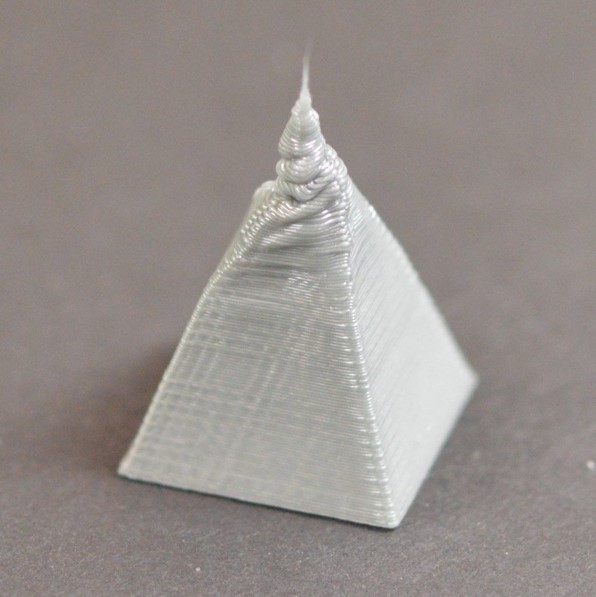
尖端变形
原因:模型尖端太细小,没有足够的时间冷却时就会容易变形。 解决方法: 1.增加冷... -
首层不粘
产生原因:喷嘴和底板间隙太大,导致线条没有压平,不能很好的粘在底板上。 解决方... -
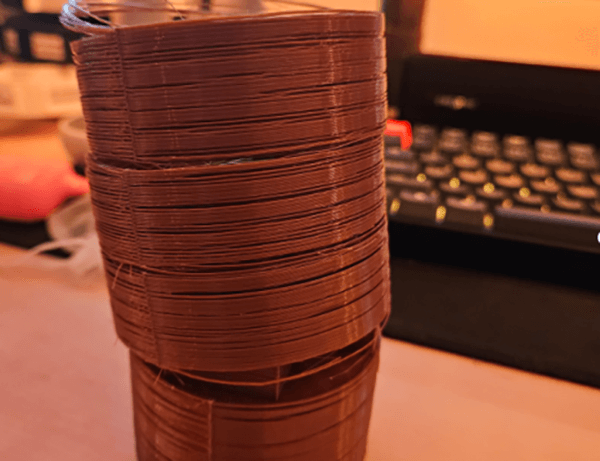
线材二次复卷出现断裂的问题该如何解决?
线材二次复卷出现断裂的问题该如何解决? 答:材料二次复卷前建议先烘干材料,再... -

3D打印线材使用注意事项
-
层间错位
模型上部分与下部分错位,层与层未对齐。 •机械:皮带太松、光轴、线轨、打印头固... -
打印变形
材料温度过高,模型不能快速冷却定型而融掉,打印变形主要与材料冷却与吹料风扇有...