




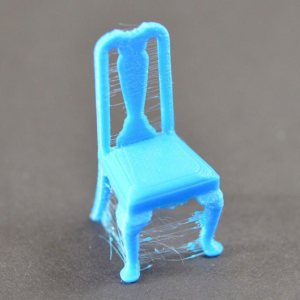
拉丝问题
打印空走时出现明显拉丝。
•材料:材料吸水导致打印拉丝,应按照不同材料(PVA、PA、TPU、PC、PEEK)要求打印前做好烘干
•打印:易吸水耗材直接在空气中打印,打印过程中吸水拉丝,应配备密封料盒,如eBOX
•切片:回抽距离和回抽补偿正确设置,回抽距离太高容易缺料,太低容易拉丝;路径优化,建议切片时开启起始点对齐功能,关闭回抽Z轴抬升,空程运动时避免穿过外壳,优化切片打印路径,适当降低打印速度,来达到最佳打印效果,对于PETG此类粘度高容易拉丝的耗材有较大帮助
•温度:打印温度越高越容易出现拉丝,建议降低打印温度缓解拉丝
Post time: Nov-19-2021