




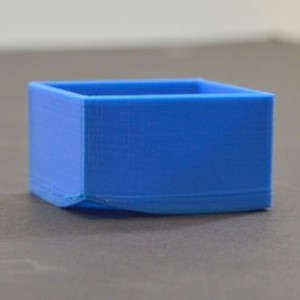
翘边
模型一角或者整体从平台脱离。
•材料:ABS、ASA、PA、PC等材料收缩率较高,容易翘边开裂,打印时需要具备恒温腔,同时关闭吹料风扇,可以使用eEnclosure或者带加热腔体的打印机
•调平:喷嘴离平台过近第一层容易溢出,过远则第一层粘不住底板,如果四个角调平相差太大,可能导致从较远的一角翘曲;特别注意,高温情况下,如400℃喷嘴温度和110℃底板情况下,喷嘴和底板都会变形,冷调平打PLA可以但是ABS粘不住,建议高温热调平,比如(喷嘴240℃底板110℃)
•切片:首层挤出率建议设置高于100%,首层速度设置为10mm/s,关闭首层吹料风扇,也可以设置底阀和裙边,以提高底板粘附力
•底板:不同材质底板对打印影响较大;PEI材质底板打PLA可以,但是PETG、ABS材料容易翘曲;晶格玻璃本身由于工艺问题容易不平整,此外长期使用后容易不粘;建议使用玻璃/碳纤维底板+PVP固体胶可以适用低温高温打印材料,使用时注意要冷涂胶
•胶水:一般使用PVP固体胶或者3DLac等底板胶水
•气温:气温过低,PLA类材料可能也会翘边,可以适当恒温打印或者适当关闭吹料风扇
翘边

不粘底板
Post time: Sep-05-2021