

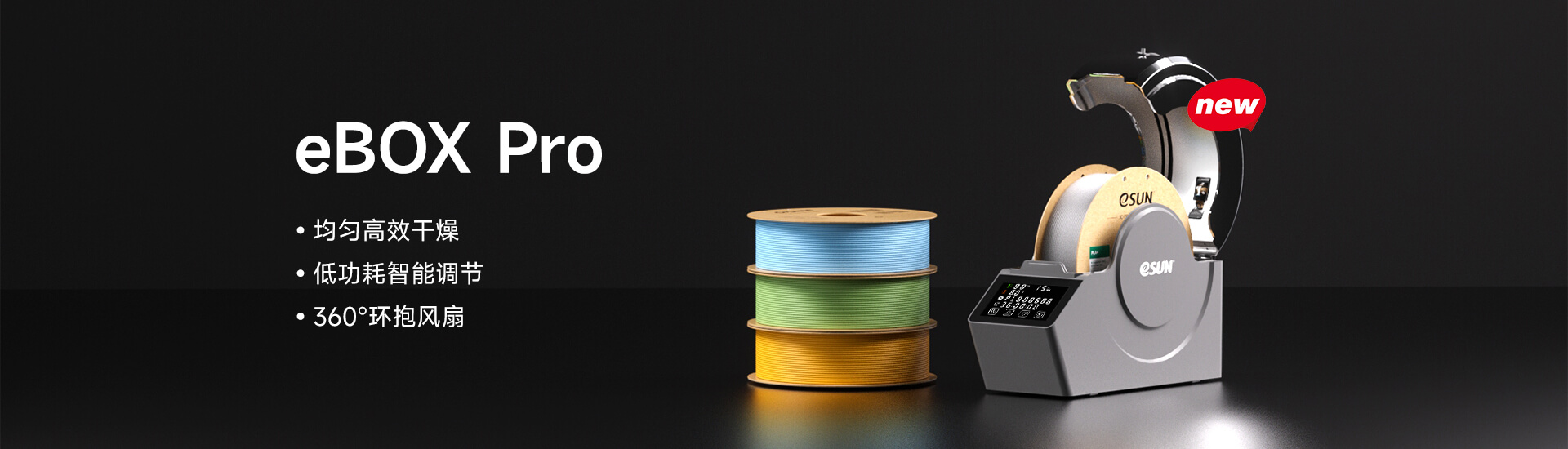



层间脆断开裂
原因1:打印过程中如果冷却过快,会导致挤出材料层与层之间不能很好地结合在一起,导致层间强度不够,甚至开裂情况。(ABS,PA等收缩较大材料影响更大,需要封箱恒温打印)
解决方法:1.降低冷却速度,冷却速度降低时,层与层之间可以更好地结合从而增加层间强度。
2.调高打印温度,温度越高,材料融化更充分,层间结合效果更好。
原因2:当层高过高时,挤出线条不能完全压平,会导致层间不能很好结合。
解决方法:降低层高,通常建议层高为喷嘴孔径的(1/4-3/4),最佳层高为喷嘴的1/2,在不过多增加打印时长的情况下具有较好的层间强度。
原因3:料挤出不足时会导致层与层之间结合不够紧密。
解决方法:1.增加挤出比例。
2.增加喷嘴温度,温度增加材料流动增加,实际挤出材料也会更多。
3.更换新的喷嘴,可能喷嘴有磨损导致挤出不足。
原因4:轻质,丝绸等材料因为特殊外观和性能,材料本身强度偏低。
解决方法:打印一些需要强度的模型尽量不要使用这些低强度的材料。
Post time: Sep-05-2021